鋼筋冷擠壓套筒
- 詢價熱線:18632802355

專注新型全自動數控滾絲機、冷擠壓機、鋼筋彎曲機、鐓粗機
訂購電話:18632802355
鋼筋冷擠壓連接套筒擠壓連接方法是將需要的連接的鋼筋(應為帶助鋼筋)端部插入特制的鋼套簡內,利用擠壓機壓縮鋼套筒,使它產生塑性變形,靠變形后的鋼套筒與帶肋鋼筋的機械咬合緊固力來實現鋼筋的連接。這種連接方法一般用于直徑為16~40mm的11級,11級鋼筋(包括余熱處理鋼筋)。有關按徑向作套簡擠壓連接的方法應符合《帶肋鋼筋套簡擠壓連接技術規格》(JG 108-96)的要求。

鋼筋冷擠壓連接套筒根據性能等級分A級和B級二級;不同直徑的帶肋鋼筋亦可采用擠壓連接法,當套筒兩端外徑和壁厚相等時,被連接鋼筋的直徑相差不應大于5mm。
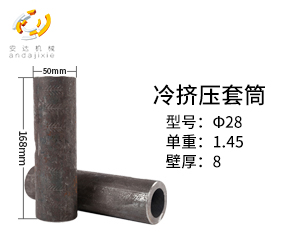
鋼筋冷擠壓連接套筒規格φ16mm、φ18mm、φ20mm、φ22mm、φ25mm、φ28mm、φ32mm、φ36mm、φ40mm為常規格款式,我廠可以提供以上各種規格,以及鋼筋冷擠壓機。
鋼筋冷擠壓連接套筒施工工藝如下:
1)檢查鋼筋套筒、鋼筋、擠壓設備、電源等必須符合施工要求。
2)在鋼筋被連接端100 mm處用紅油漆做標記。
3)在紅色油漆標記端作定位標記,定位標記距鋼筋端部的距離為鋼套筒長度的1/2。按定位標記檢查鋼筋插入套筒內的深度。
4)將鋼筋伸入套筒,用額定工作壓力為80 MPa、額定擠壓力為760 kN的擠壓機擠壓連接套筒。擠壓前應委托具有資質的單位對油表進行壓力標定。
5)操作擠壓機時,擠壓φ25連接鋼筋的壓力控制在40 MPa,壓痕 小直徑為37 mm~39 mm,壓痕尺寸均不小于50 mm,按要求每邊壓痕5道。壓痕應均勻分布。在擠壓 后一道時,由于拘束減小,則壓力應控制在較其他壓痕道次的壓力小2 MPa~4 MPa,防止 后一道的 小壓痕直徑變小或超出下限。
6)鋼筋套筒冷擠壓完成后,派專人進行質量檢查,達到報檢條件時委托具有檢測資質的單位進行現場隨機抽樣檢測。
我公司堅持"質量為先,為客戶負責"的原則,原材選用大型鋼廠生產的45#碳鋼,精軋管材料一律要求退火,嚴格生產工藝,生產的鋼筋連接套筒質量達到了JG/T163-2013《鋼筋機械連接用套筒》中Ⅰ級接頭的規定。不會出現套筒產品重擊下豎向裂開和拉伸實驗中炸裂的缺陷。在同類產品中處于行業專業水平。產品廣泛應用于工業與民用建筑、水利、電力、遂道、橋梁等各種混凝土結構。

鋼筋鐓粗機利用冷鐓的原理使鋼筋端頭塑性變形,直徑增大4~6mm,然后再加工螺紋。使加工螺紋后的實際截面積大于原鋼筋截面積,大大提高接頭的抗拉強度。這種鐓粗后的螺紋接頭經拉伸實驗檢測全部斷于母材,適用于建筑、路橋、高鐵、電站要求較高的工程。鋼筋鐓粗機已經通過市場調研全面創新和工地客戶的層層把關,液壓上采…
鋼筋套筒的參考資料JG/T163-2013行業標準,其中規定了鋼筋機械連接用套筒的術語和定義、分類、型式與標記、要求、試驗方法、檢驗規則、標志、包裝、運輸及貯存。符合《JGJ107-2016》驗收要求標準的套筒被視為新國標套筒。新國標鋼筋連接套筒外徑和長度分別是:剝肋滾軋直螺紋連接400E(三級鋼):(外徑×長度)(mm)Φ12(1…
鋼筋滾絲機主要用于建筑工程帶肋鋼滾軋直螺紋絲頭,是實現鋼筋連接的關鍵設備。可加工直徑16-40mm的HRB335和HRB400級帶肋鋼筋。鋼筋滾絲機使用注意事項1.冷卻液體必須使用水溶性乳化冷卻液,嚴禁使用油性冷卻液,更不可用普通潤滑油代替。2.沒有冷卻液時嚴禁滾軋加工螺紋。3.待加工的鋼筋端部應平整,必須用無齒鋸下料…
鋼筋滾絲機廠家哪家好?衡水安達機械就是專業生產鋼筋滾絲機,剝肋套絲機的廠家,從正月初九開始上班以來我廠已經發出去幾十臺鋼筋滾絲機了。感謝大家這么信任我們,我們一定做到最好。什么樣的滾絲機叫好的滾絲機呢?衡水安達機械生產的滾絲機機器有的電液執行和控制系統,可使工作循環在手動、半自動和全自動三種方式中…